
Chưa phân loại
Hướng dẫn lập trình PLC Delta điều khiển servo đơn giản, dễ hiểu
Lập trình PLC Delta điều khiển servo là nội dung rất hữu ích cho kỹ thuật viên, sinh viên và người đang làm máy tự động cần điều khiển vị trí chính xác. Khi hiểu đúng nguyên lý phát xung, cách dùng lệnh DPLSY và cách quy đổi chiều dài thực tế sang số xung, bạn sẽ dễ dàng ứng dụng PLC Delta vào các máy cắt, máy đóng gói, máy kéo liệu hoặc máy dán nhãn.
I. Tổng quan
Trong các hệ thống tự động hóa, servo thường được dùng ở những vị trí cần chạy chính xác theo chiều dài, số vòng quay hoặc tọa độ đặt trước. Với PLC Delta, một phương pháp điều khiển phổ biến là phát xung từ PLC sang driver servo để điều khiển motor quay đúng theo số xung yêu cầu.
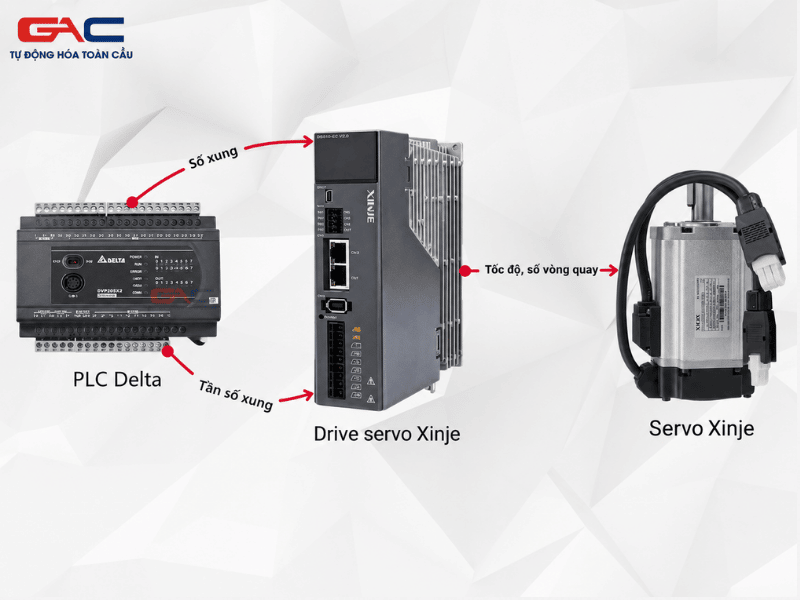
Lập trình PLC Delta điều khiển servo thường xoay quanh ba yếu tố chính: số xung cần phát, tần số phát xung và ngõ ra phát xung của PLC. Nếu hiểu được ba yếu tố này, người học có thể triển khai các bài toán cơ bản như kéo màng bao bì, cấp phôi, dán nhãn, cắt sản phẩm theo chiều dài hoặc điều khiển bàn trượt.
II. Nguyên lý PLC Delta điều khiển servo
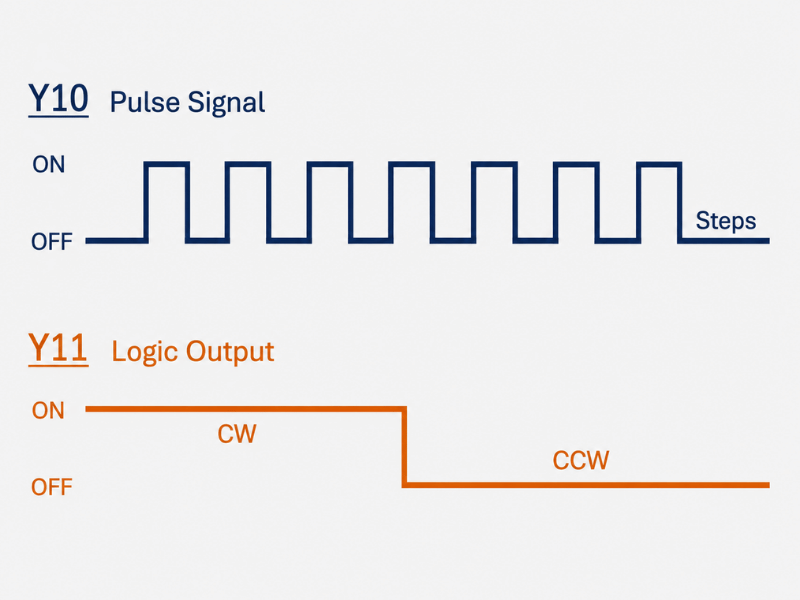
1. Điều khiển servo bằng xung
Khi driver servo được cài ở chế độ điều khiển vị trí, mỗi vòng quay của motor sẽ được quy đổi thành một số xung nhất định. Ví dụ, nếu cài đặt 5.000 xung cho một vòng quay, PLC phát đủ 5.000 xung thì motor servo sẽ quay được một vòng.
Có thể hiểu đơn giản, số xung quyết định servo chạy bao xa. PLC phát càng nhiều xung thì motor quay càng nhiều vòng. Đây là nguyên lý quan trọng nhất khi học Lập trình PLC Delta điều khiển servo, đặc biệt với các máy cần chạy chính xác theo chiều dài.
2. Tần số phát xung quyết định tốc độ
Ngoài số xung, tần số phát xung cũng rất quan trọng. Tần số càng cao thì servo chạy càng nhanh, tần số càng thấp thì servo chạy càng chậm. Tuy nhiên, tần số phát xung không được vượt quá khả năng của PLC, driver servo và motor.
Khi Lập trình PLC Delta điều khiển servo, nếu đặt tần số quá cao, hệ thống có thể bị rung, mất xung hoặc chạy sai vị trí. Vì vậy, cần kiểm tra thông số phát xung tối đa của PLC và khả năng nhận xung của driver trước khi đưa vào chạy thực tế.
III. Lệnh DPLSY trong PLC Delta
1. Cách viết lệnh DPLSY
Một lệnh thường dùng khi Lập trình PLC Delta điều khiển servo là DPLSY. Cấu trúc lệnh cơ bản có thể viết là DPLSY D500 D510 Y0. Trong đó, D500 là thanh ghi chứa tần số phát xung, D510 là thanh ghi chứa số xung cần phát và Y0 là ngõ ra phát xung của PLC.
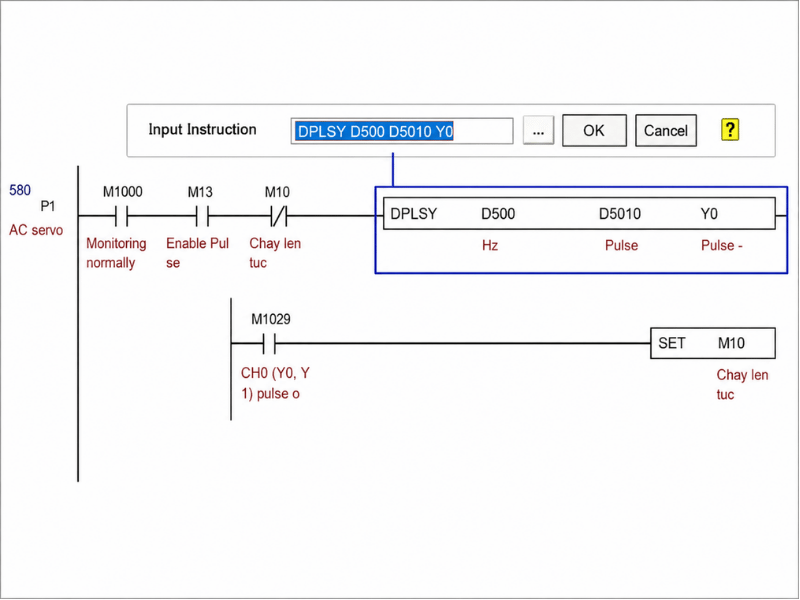
Khi điều kiện thực hiện lệnh được bật, PLC sẽ phát xung tại ngõ ra Y0. Xung sẽ được phát cho đến khi đạt đủ số lượng đã đặt trong thanh ghi D510. Đây là phần người mới cần nắm chắc khi bắt đầu Lập trình PLC Delta điều khiển servo.
2. Ý nghĩa của các thanh ghi
Trong lệnh DPLSY, chữ D thể hiện dạng dữ liệu double word. Điều này có nghĩa là các thanh ghi sẽ được ghép đôi để chứa giá trị lớn hơn. Ví dụ D500 đi cùng D501 để chứa tần số phát xung, D510 đi cùng D511 để chứa số xung cần phát.
Cách dùng double word rất cần thiết trong Lập trình PLC Delta điều khiển servo, vì nhiều bài toán thực tế cần phát số xung lớn. Đặc biệt với máy kéo màng, máy cắt bao bì hoặc cơ cấu chạy theo chiều dài, số xung có thể lên tới hàng chục nghìn hoặc hàng trăm nghìn xung.
IV. Điều kiện thực hiện và báo hoàn thành
1. Khi nào lệnh phát xung hoạt động
Lệnh phát xung chỉ hoạt động khi điều kiện trước lệnh được bật. Trong chương trình thực tế, người lập trình thường dùng một bit trung gian để cho phép phát xung. Khi bit này ON, PLC bắt đầu phát xung theo tần số và số xung đã cài.
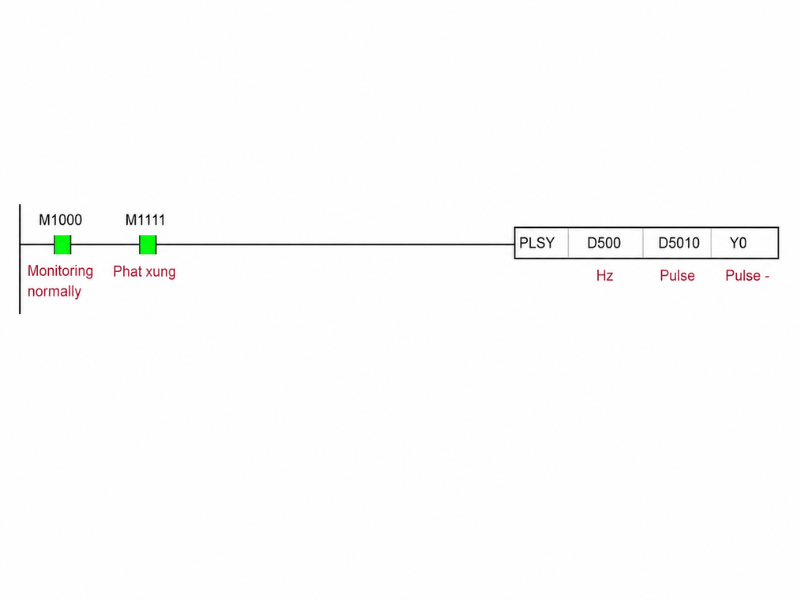
Ví dụ, nếu D500 được đặt là 100 Hz và D510 được đặt là 5.000 xung, khi bit cho phép chạy ON, PLC sẽ phát xung tại Y0 cho đến khi đủ 5.000 xung. Trong Lập trình PLC Delta điều khiển servo, cách dùng bit điều kiện giúp chương trình dễ kiểm soát hơn.
2. Bit báo hoàn thành M1029
Trong PLC Delta, M1029 thường được dùng để báo trạng thái phát xung hoàn thành. Khi PLC đã phát đủ số xung đặt trước, M1029 sẽ ON. Người lập trình có thể dùng bit này để xác nhận servo đã chạy xong hành trình.
Ví dụ với máy cắt bao bì, PLC phát xung để kéo màng đến đúng chiều dài. Khi M1029 ON, chương trình ngắt lệnh kéo và chuyển sang bước cắt. Đây là một logic rất thường gặp khi Lập trình PLC Delta điều khiển servo trong máy đóng gói hoặc máy kéo liệu.
V. Cách tính số xung theo chiều dài thực tế
1. Quy đổi chiều dài sang số xung
Trong thực tế, người vận hành thường nhập chiều dài cần chạy theo mm hoặc cm, không nhập trực tiếp số xung. Vì vậy, khi Lập trình PLC Delta điều khiển servo, người lập trình cần quy đổi chiều dài thực tế sang số xung PLC cần phát.
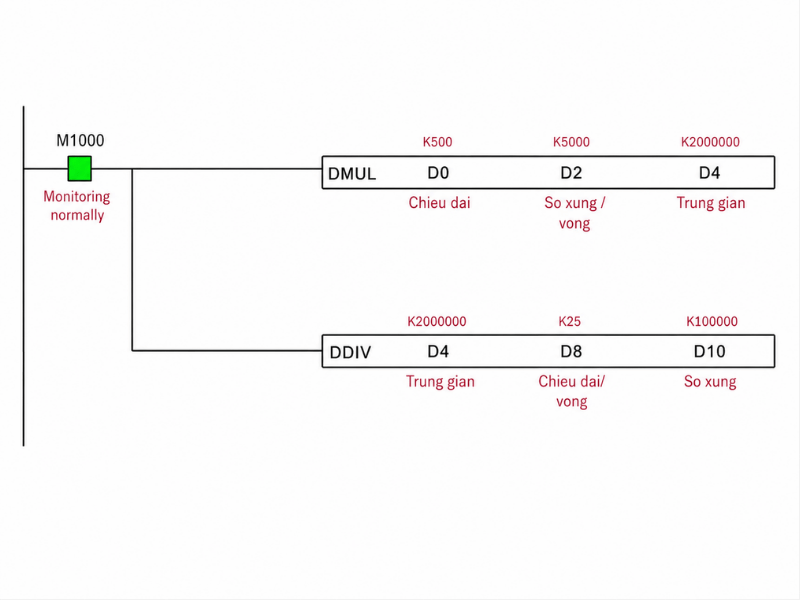
Ví dụ, servo được cài 5.000 xung cho một vòng quay. Nếu một vòng motor làm cơ cấu dịch chuyển 25 mm, muốn cơ cấu chạy 500 mm thì PLC cần phát 100.000 xung. Đây là cách tính rất hay gặp trong Lập trình PLC Delta điều khiển servo cho máy cắt, máy đóng gói và máy kéo liệu.
2. Lưu ý khi tính toán trong PLC
Khi tính toán bằng PLC, nên ưu tiên nhân trước rồi mới chia để hạn chế mất phần dư nếu đang dùng dữ liệu số nguyên. Nếu chia quá sớm, sai số nhỏ có thể xuất hiện và tích lũy sau nhiều chu kỳ chạy.
Với các bài toán Lập trình PLC Delta điều khiển servo yêu cầu độ chính xác cao, nên cho phép hiệu chỉnh hệ số quy đổi trên HMI. Khi chạy thử thực tế, kỹ thuật viên có thể đo chiều dài thực tế rồi tinh chỉnh lại hệ số để máy chạy chính xác hơn.
VI. Lưu ý khi chọn PLC Delta điều khiển servo
1. Chọn PLC ngõ ra transistor
Muốn phát xung điều khiển servo, PLC Delta cần dùng ngõ ra transistor. Không chọn PLC ngõ ra relay cho bài toán này, vì relay đóng cắt chậm, không phù hợp với tín hiệu xung tốc độ cao và dễ giảm tuổi thọ khi đóng cắt liên tục.
Khi Lập trình PLC Delta điều khiển servo, ngoài loại ngõ ra, cần kiểm tra tốc độ phát xung tối đa của PLC. Mỗi dòng PLC Delta sẽ có giới hạn phát xung khác nhau. Nếu ứng dụng cần tốc độ cao, phải chọn PLC có khả năng phát xung phù hợp ngay từ đầu.
2. Kiểm tra driver và đấu nối
Driver servo cần được cài đúng chế độ điều khiển vị trí. Ngoài ra, cần kiểm tra chân xung, chân chiều, nguồn tín hiệu, Servo ON và trạng thái lỗi driver. Rất nhiều trường hợp servo không chạy không phải do sai lệnh PLC mà do cài đặt driver hoặc đấu nối chưa đúng.
Khi chạy thử hệ thống Lập trình PLC Delta điều khiển servo, nên phát xung với tốc độ thấp trước, kiểm tra chiều quay, kiểm tra quãng đường thực tế rồi mới tăng tốc. Cách làm này giúp hạn chế rủi ro va chạm cơ khí và dễ phát hiện lỗi trong quá trình hiệu chỉnh.
VII. Kết luận
Lập trình PLC Delta điều khiển servo sẽ trở nên đơn giản hơn khi nắm rõ nguyên lý cốt lõi: số xung quyết định quãng đường di chuyển, tần số phát xung quyết định tốc độ và tín hiệu trạng thái giúp xác nhận servo đã chạy xong lệnh. Với các ứng dụng cơ bản, lệnh DPLSY trên PLC Delta hoàn toàn đáp ứng tốt nhu cầu điều khiển servo chính xác và ổn định.
Để hệ thống vận hành hiệu quả trong thực tế, cần lựa chọn đúng PLC Delta ngõ ra transistor, cài đặt driver servo chuẩn, đấu nối tín hiệu chính xác và tính toán số xung theo cơ khí thực tế. Chỉ cần sai một bước nhỏ trong cấu hình hoặc tính toán, máy có thể chạy lệch vị trí, rung hoặc mất ổn định khi hoạt động liên tục.

Tự Động Hóa Toàn Cầu là đơn vị chuyên cung cấp giải pháp tự động hóa công nghiệp, chúng tôi cung cấp PLC Delta và hệ thống điều khiển máy tự động trọn gói. Chúng tôi hỗ trợ từ tư vấn chọn thiết bị, thiết kế đấu nối, cài đặt driver, lập trình PLC Delta điều khiển servo đến chạy thử và bàn giao thực tế. Với kinh nghiệm triển khai nhiều hệ thống công nghiệp, Tự Động Hóa Toàn Cầu giúp khách hàng rút ngắn thời gian triển khai, giảm lỗi kỹ thuật và sở hữu một hệ thống vận hành ổn định, dễ bảo trì, sẵn sàng cho sản xuất lâu dài.
THÔNG TIN LIÊN HỆ
- Hotline Zalo miền Bắc: 0961.320.333
- Website: tudonghoatoancau.com
- Facebook: Tự động hóa Toàn Cầu
Xem thêm: Hướng Dẫn Cài Đặt Biến Tần Delta VFD-EL Chuẩn Kỹ Thuật
 Zalo Miền Bắc
Zalo Miền Bắc
